Blue Frog Acoustic Lounge and Studios

A large north lit industrial warehouse within the old mill district in Mumbai is to be converted into a complex of sound recording studios and an acoustic lounge. This lounge will consist of a restaurant, bar and a live stage. Beyond this amalgamation of provisions, Blue Frog seeks to stage an acoustic experience par excellence.
Based on this desire to have it all, the question for us is: how do you collapse a theatre, restaurant, bar and club into a warehouse whilst maintaining all the performative characteristics of each individual type?

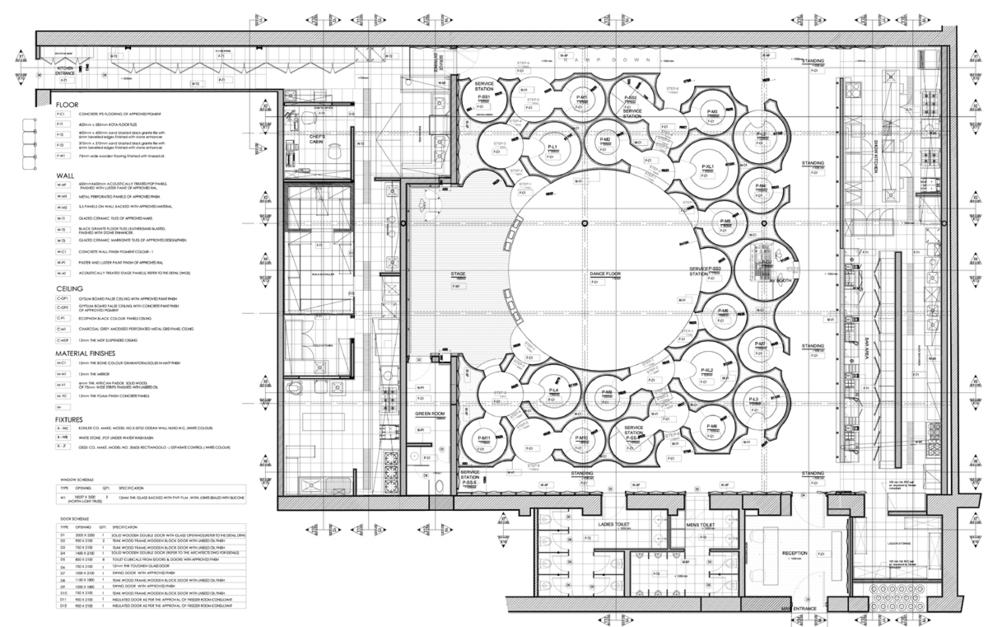
The deep structure that was employed is of a cellular organization composed of circles of varying sizes in plan approximating a horse-shoe configuration. The differential extrusions of these circles encapsulated at different levels as tiered cylindrical seating booths, allow the eye level of diners and standing patrons to be distributed across staggered levels that increase in height away from the stage. These booths seat between 4-10 people and are arranged around an open centre that can either double up as a potential 360 degree stage or accommodate standing patrons, bringing them closer to the main stage to create an intimate viewing experience. These mahogany paneled cylindrical booths maintain not only uninterrupted views to the stage, but also constant distance between diners irrespective of how crowded the lounge gets.
The undulating height of the seating booths is gently modulated by a glowing acrylic resin surface, which unifies the disparate types together and retains the presence of the architecture even in the midst of the spectacle of a state-of-the-art sound and light show at the Blue Frog.

Construction
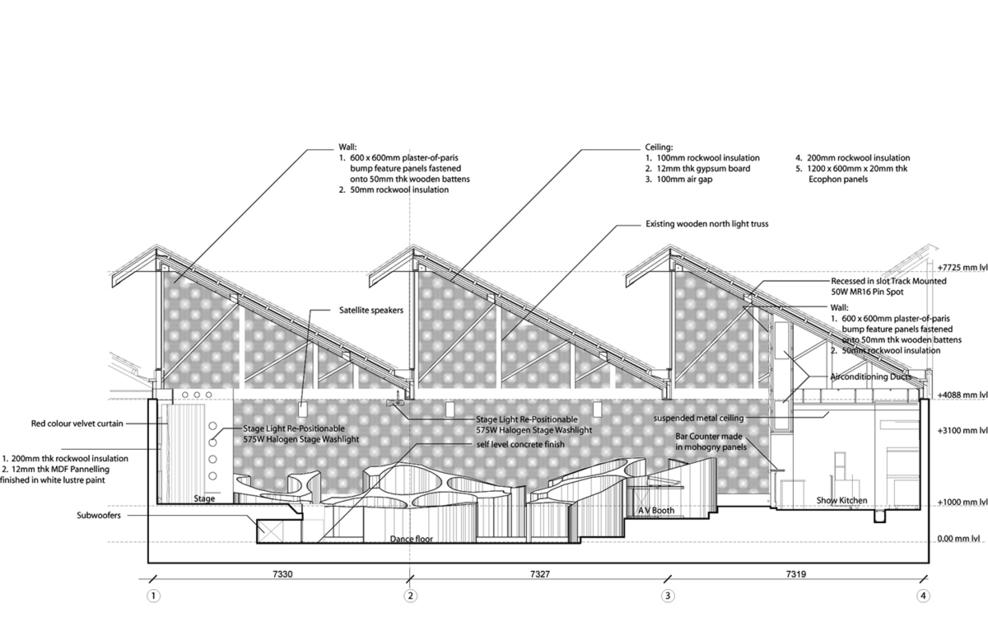
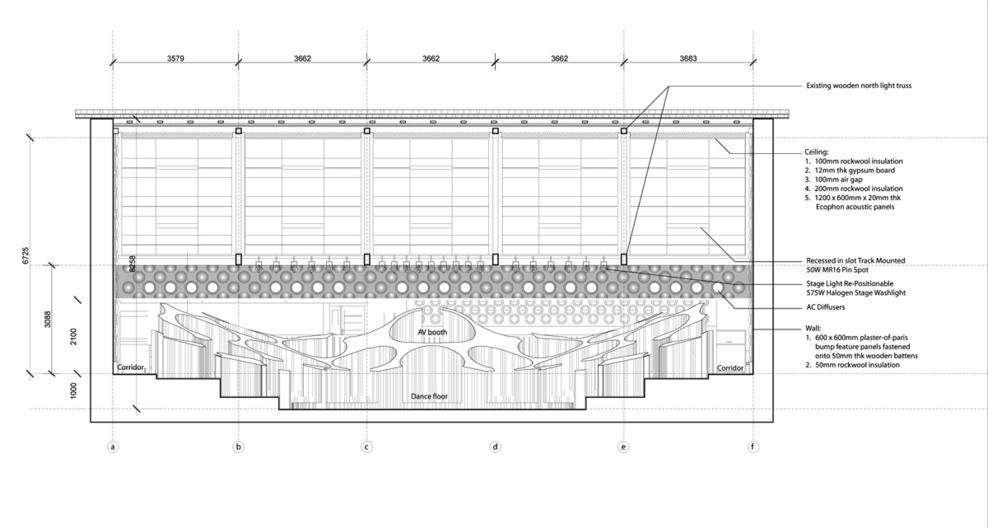
Given the age of the warehouse, the construction of the club involved considerable renovations to the roof and glazing of the north light trusses. The positive acoustic qualities of the massive load bearing walls of the warehouse worked to the project’s advantage. The poured concrete finish floor is terraced by infilling at different levels to create the cylindrical steps that increase in height away from the centre.
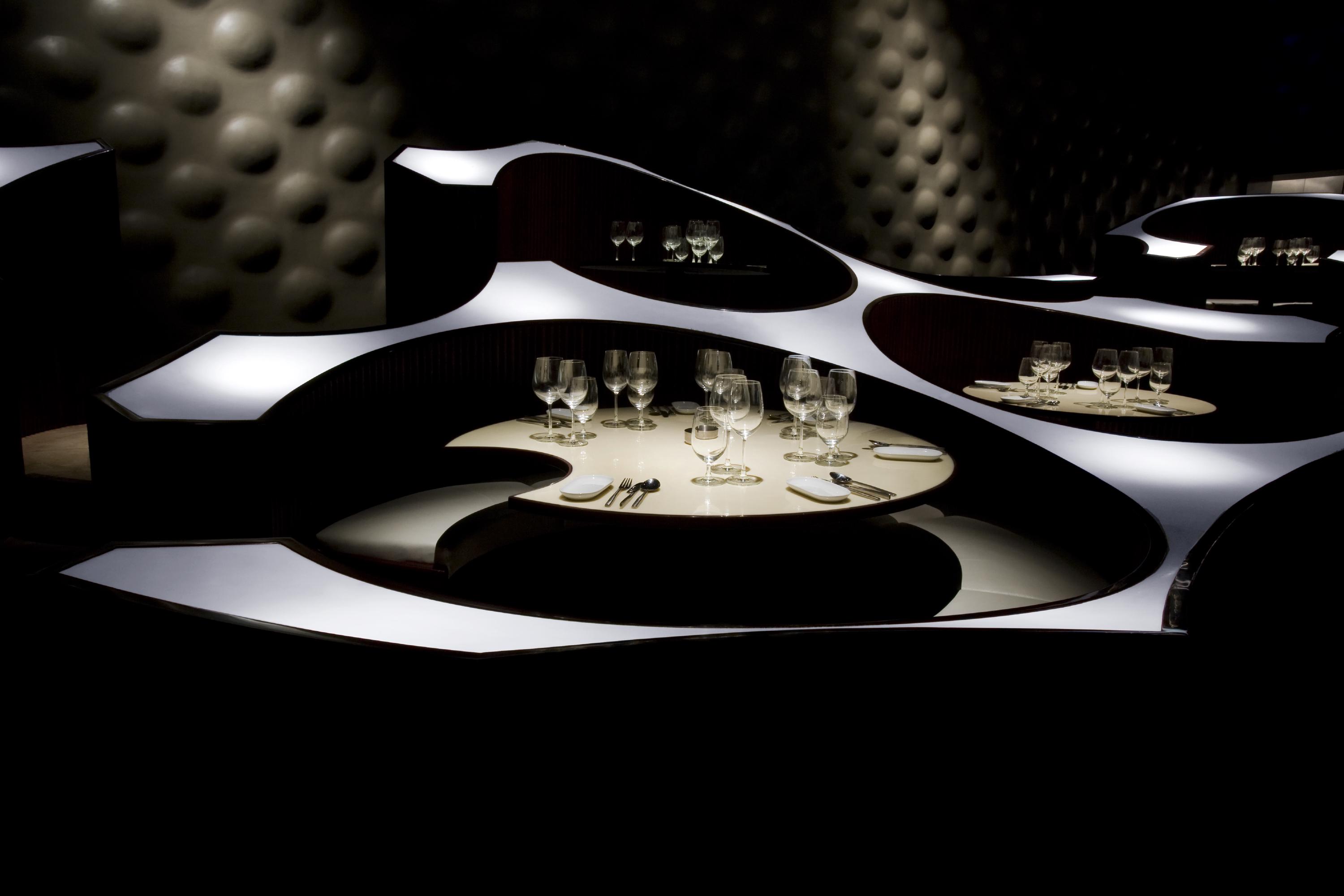
The primary challenge of the project was the construction of the cylindrical booths. We wanted to minimize the wall thickness of the cylindrical partitions of the booths to maximize the area of the back-lit acrylic resin surface. The only way to do this was to avoid a supporting frame, and rely on the wall thickness of the mahogany clad partition to provide structural strength and stiffness to the booths. This is achieved by bending 19mm blockboard which is comprised to wooden blocks sandwiched between 2 sheets of plywood. One of the layers of plywood is stripped off and the exposed wooden blocks are scoured to allow the sheet to bend to the desired radius. The scoured blockboard panels are placed in position, before a layer of plywood is re-laminated onto the exposed surface. The resultant curved panel is very rigid and structurally stable. The undulating profiles of curves were mapped onto the block board panels before being cut to the desired shapes. Solid mahagony fluting is clad on before the 8mm acrylic resin sheets are glued onto the 3-dimensionally curved profiles of the block board panels.
The ceilings of the single- slop roofs are acoustically treated to be completely absorptive and clad with 4 layers of rockwool and foam. The bumped plasterboard wall paneling helps disperse sound waves and is also layered with rockwool to absorb low frequencies.